| GENE SLOVER'S US NAVY PAGES NAVAL ORDNANCE AND GUNNERY VOLUME 1, NAVAL ORDNANCE CHAPTER 7 TURRET INSTALLATIONS |
| HOME INDEX Chapter 7 Turret Installations A. Introduction B. Gun and breech assembly C. Slide assembly D. Elevating, traning and sight gear E. Ammunition handling F. Turrets equiped with case guns G. 6"/47 dual-purpose gun and turret H. 8"/55 rapid-fire gun and turret |
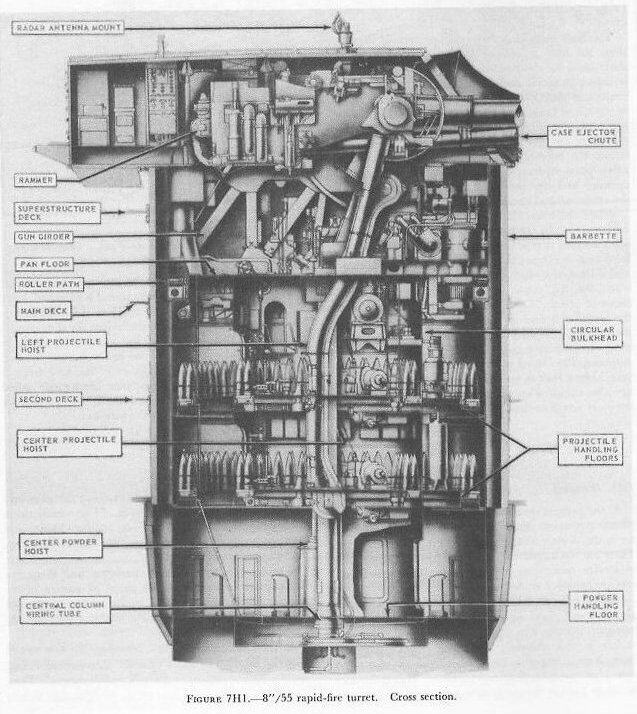
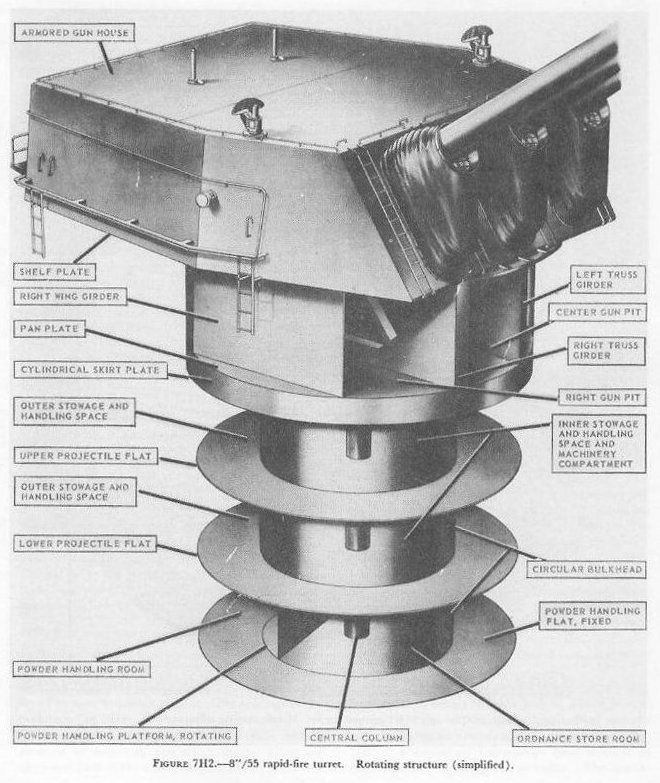
| H. 8”/55 Rapid-Fire Gun and Turret 7H1. General At the present time the closest approach to the completely automatic turret described earlier in this chapter is the 8-inch 55-caliber rapid-fire gun and turret. These are the largest United States naval weapons now in service using case ammunition. Three such turrets are installed on Salem class heavy cruisers. In this type of 8-inch turret, structural and space arrangement plans differ substantially from those of bag-gun turrets like the 16-inch turrets taken up earlier in this chapter. They are equally different from 8-inch bag-gun turrets on cruisers of similar type (for example, Baltimore class). This difference is due in part to the use of case-type ammunition, and in part to the design types and details of the guns and ammunition-handling equipment. The ammunition and equipment designs do not require flameproof bulkheads separating the guns, the control stations, and the powder service. The foundation structure, barbette, and magazine designs are quite similar to those of earlier heavy cruisers, differing principally in the magazine stowage provisions and powder-passing scuttles for powder cases instead of powder bags. In their ordnance feature, however, the turrets are entirely new. The guns operate automatically, and require no attendants in the gun compartment. They fire at three times the rate of the comparable 8-inch three-gun turrets of the Baltimores. Other features are: comparatively fast gun laying and turret train drives; loading at all angles, while gun laying; substitution of radar range-taking equipment for optical rangefinder; automatic fuze setting; local radar control; and other flexible fire control arrangements for local and remote control. Because it uses case-type propelling charges, many of the flameproof integrity construction features are eliminated-unlike the Baltimore class bag-gun turret of the same caliber, the powder hoist system is single-stage and the gun deck is not compartmented, though scuttles separate the handling room from the magazine. Because the guns use case ammunition, there is a case-ejection mechanism- a continuous-chain conveyor unit below the slide which pushes the cases out an empty-case tube under the gun. The training mechanism of this turret is of the usual type, but it has an arc-and-pinion type of elevating gear instead of the elevating-screw type. As to ammunition-handling facilities, the projectile flats each have two projectile rings, plus an improved type of parbuckling mechanism. Moreover, the guns incorporate completely mechanical ammunition-handling arrangements that make it unnecessary for the crew to handle or even touch the ammunition, once it has been loaded into the hoists. 7H2. Structure and space arrangement As with earlier designs, the fixed-turret structure includes a foundation which supports a roller path, and an armor barbette which protects all levels of the turret between the armor deck and the gun house. The rotating structure is topped by a gun house; under this, the levels are the pan plate (which forms the bottom of the gun pits), two projectile flats, and a powder-handling room. There is no separate electric deck; the equipment that usually occupies such a deck is mostly inside the circular bulkheads that enclose the central part of the turret at the projectile-flat levels (figs. 7H1 and 7H2). |
 |
 |
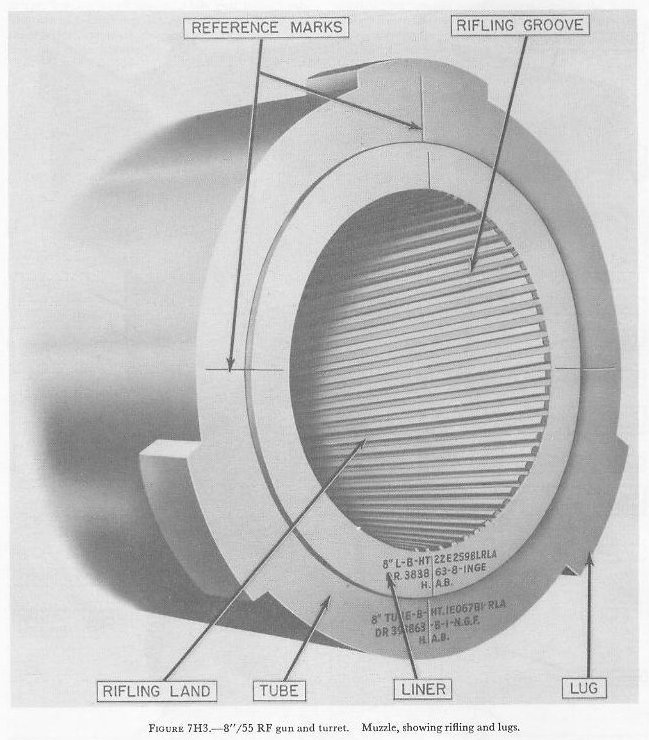
| 7H3. Gun The gun is a combination type, 2-piece, 8-inch 55-caliber design consisting of a tube and rifled liner. It is a “loose” assembly. The liner is fitted for convenient removal and replacement on board ship. It is designed to withstand a pressure of nineteen long tons per square inch. Its rifling is of uniform right-hand twist with 64 grooves and 1 turn in 25 calibers. The powder chamber and breech are designed for semi-fixed ammunition. Figure 7H3 shows the muzzle details, including the three Jugs which anchor the jacks that are used to haul out the liner for replacement. |
 |
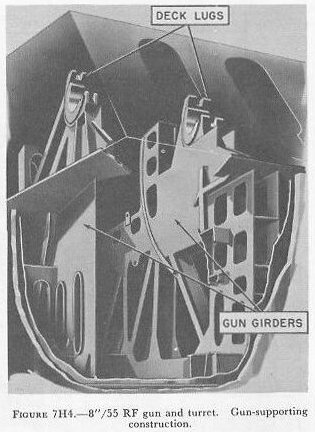
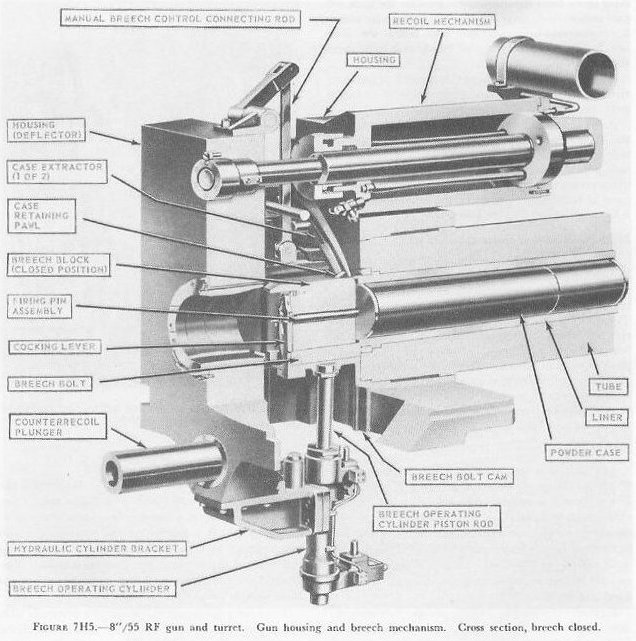
| 7H4. Gun supporting elements The gun supporting structures are of the usual turret type-gun girders (fig. 7H2) which support the deck lugs (fig. 7H4) into which the gun slide trunnions fit. The slide trunnions pivot in roller bearings in the deck lugs (fig. 7H4). The trunnion arrangements of the slide include journals for mounting two cradle units. These are the upper ends of the ammunition hoists. 7H5. Gun housing and breech mechanism Figures 7H5 and 7H6 illustrate the anatomy of the housing and breech mechanism with the breech open and closed. The gun housing is a rectangular alloy steel forging. It is attached to the gun shoulder and rear cylinder by a bayonet-type joint. The housing has vertical guide ways for the breechblock. The guides have a slight forward slope to make the breech-block seat the projectile as it rises. The breech mechanism consists of a vertically sliding power-operated breechblock, an electric firing mechanism, a power-operated mechanical case extractor, hydraulic cylinders and valves to drive these components in normal breech operation, and manually operated mechanisms to supplement the power system. The breechblock is a rectangular steel forging similar in general design to other vertical sliding breech-blocks. Its top surface has a longitudinal concave area that forms an extension of the ramming tray (fig. 7H6). A horizontal fore-and-aft bore through its middle houses the firing pin assembly. The breech-block is moved vertically in the housing ways by a hydraulic cylinder. When closed (top position, as in figure 7H5), it is locked by a spring-loaded rectangular bar-the breech bolt. |
 |
 |
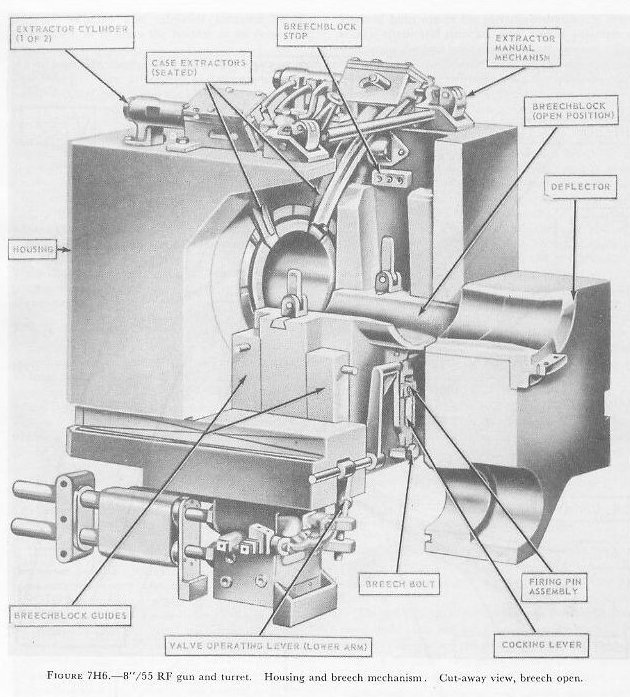 |
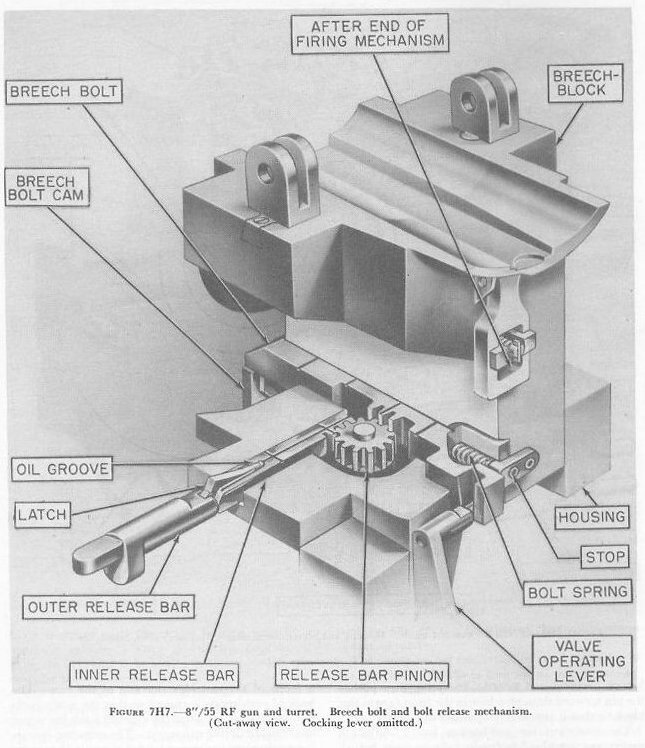
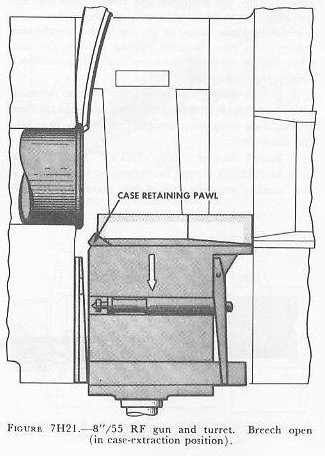
| The breech bolt is released from this position by a rack-and-pinion gear arrangement (fig. 7H7) actuated by an inner release bar during the automatic cycle. (It can also be released manually.) The breech bolt and bolt cam (fig. 7H5), together perform this locking operation, plus that of retracting and holding the firing pin when the breechblock is not closed, and that of tripping one of the breechblock hydraulic system operating valves. The spring-loaded case-retaining pawl in the top of the breechblock fulfills its function as the rammer retracts. It holds the case in the chamber until the breechblock rises. The firing pin assembly (fig. 7H5) extends longitudinally through the breechblock. It is for electrical firing only, though it can be rigged for percussion firing in emergency. The spring-loaded firing pin is retracted by the cocking lever (fig. 7H6) until the breech is closed and locked. Its spring then pushes the pin forward through a hole in the front face of the block so that it contacts the powder-case primer. The case-extractor mechanism has 2 extractor spades, operated by 2 hydraulic cylinder units bolted on top of the gun housing (fig. 7H6). Suspended in the breechway, the lower end or toe of each fits into a recess of the cartridge rim seat of the gun. The back of each spade is curved so that the spade rocks to move the toe aft when the cylinder hauls the upper end forward during extraction. The extractor-operating mechanisms are spring loaded to return the spades to the cartridge rim seat after extraction. In normal operation, the extractor functioning is controlled by electrical switches and solenoids actuated by the breechblock as it nears the bottom of its downward movement. The hydraulic system for raising and lowering the breechblock consists principally of a breech-operating cylinder, piston, and piston rod attached to the bottom of the breechblock (fig. 7H5). Valves in a valve block under the breechway control hydraulic fluid flow into the cylinder. The valves are positioned mechanically by a valve-operating lever; this, in turn, is actuated by the movements of the breech bolt. (Part of this linkage is shown in figures 7H6 and 7H7.) The breechblock has 2 open positions-1 for ramming (top of block aligned with bottom of chamber), and a lower one for extracting. Manual breech-operating devices provide for auxiliary or emergency operation of the breech mechanism. Unlocking and locking the breech, resetting the breech control valves, controlling extractor functioning, and opening and closing the breech can be done manually. |
 |
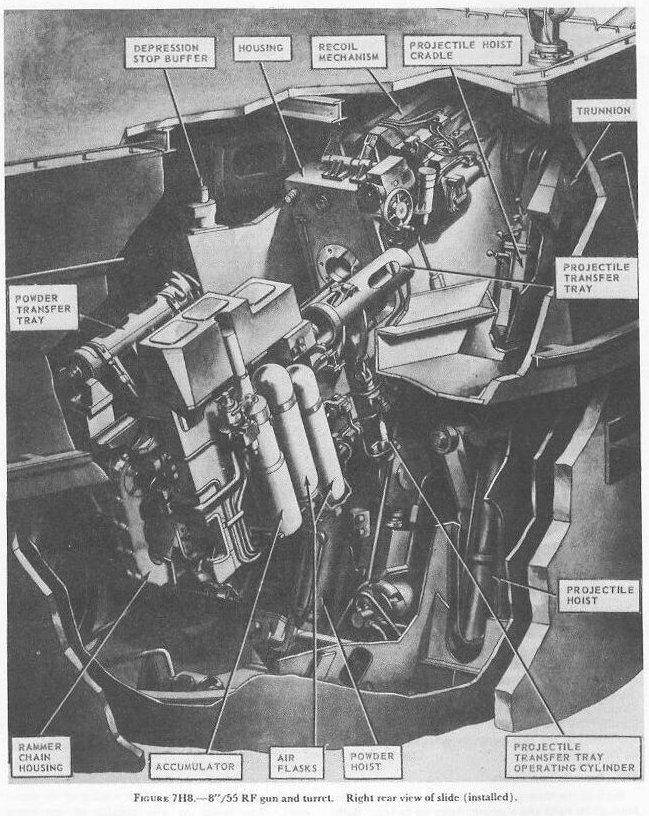
| 7H6. Slide and slide power equipment The gun slide (fig. 7H8) supports the gun in a cylindrical bearing and two parallel rails. The slide is fitted with a hydraulic recoil brake and hydropneumatic recuperator of types already discussed elsewhere in this book. The slide trunnions fit into bearings in the deck lug. The slide also contains power-operated units which accept ammunition from the hoists, ram it into the chamber, and dispose of extracted cartridge cases. The slide power equipment includes the breech operating mechanism, the ammunition transfer trays, and the rammer and case-ejector hydraulic operating units, all of which receive hydraulic fluid from a hydropneumatic accumulator. This unit consists of a large vertical cylinder and two air flasks mounted at the side of the slide. An extensive system of hydraulic pipes connects it to all operating units and to a pump mounted with its electric motor on the upper projectile flat. This system continuously delivers power throughout all gun-loading and gun-firing operations. Hydraulic power operations of the gun units are controlled by limit and interlock switches and valve-operating solenoids on the breech, rammer, tray, hoists, and case-ejector mechanisms, and control switches of the gun captain’s control panel in the turret officer’s booth. This gun-loading control system enables all loading and firing actions to be performed without attendants in the gun compartment and during gun-laying movement. |
 |
| 7H7. Ammunition hoists Each of the three guns of the turret has a projectile hoist on its right and a powder hoist on its left. Both kinds of hoist are of the electric-hydraulically driven endless-chain and sprocket type, and in principle resemble the dredger hoist used in 5-inch mounts. Since the projectile and powder hoists are similar in general construction and principle, only the projectile hoist is shown in the figures (fig. 7H9). |
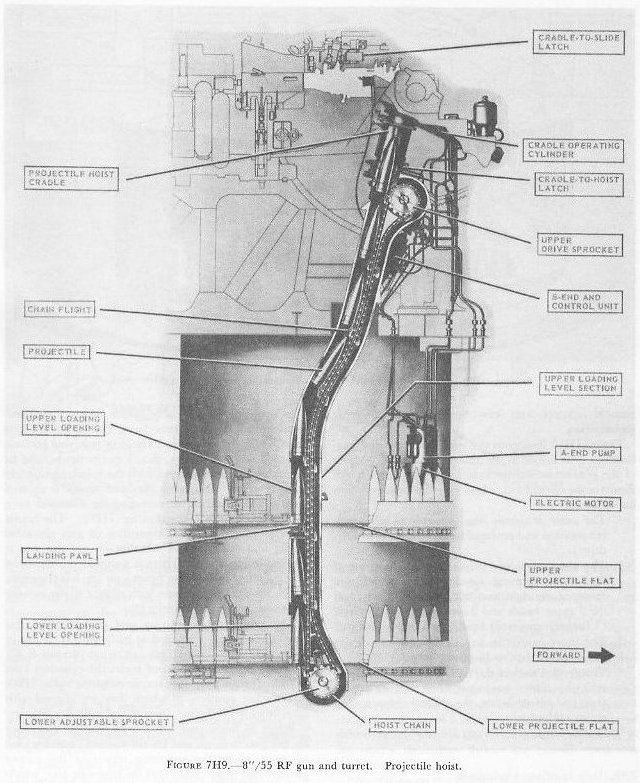 |
| The upper end of each hoist terminates in a cradle-a tubular unit suspended from a journal on the slide trunnion and arranged to swing between the top of the hoist and the side of the slide. In this swinging movement the cradle lower end is guided by a curved rail (not shown in the figures) mounted on the gun girder. When the cradle swings up to the slide, it latches there and moves with gun-laying action until the projectile or powder case is ejected. Then it moves to the hoist, and latches in alignment with the hoist tube, permitting the hoist to feed it another projectile or powder case. Each cradle has a pawl at its open end and a large spring-ram device at the trunnion end. When the hoist lifts a projectile into the cradle, the spring ram is compressed and a pawl latches the projectile so that it cannot move out unless the pawl is depressed. A remotely controlled fuze setter is located in the projectile cradle. The powder hoist has, at its lower end, a flameproof scuttle consisting of a revolving cylinder with two compartments 180° apart. When one compartment faces into the hoist tube, the other faces outward. An electric drive controlled by a crewman rotates the cylinder 180° when a powder case has been loaded into the outer compartment, to transfer the case in-ward to be hoisted. 7H8. Ammunition-handling operations Each 140-pound metal powder case contains the complete propelling charge for an 8-inch gun. The cases are moved in small trucks, rather than by hand carrying. The powder-handling room is not divided by flame-tight bulkheads, but forms one large enclosure. Propelling charges are transferred from the magazine through the powder-handling room bulkhead by rotary scuttles. Crewmen load the charges into hand trucks, push them to the hoists, and unload them into the rotary scuttles (described in a previous paragraph) at the powder-hoist lower ends. The projectile hoist can be loaded at either projectile-flat level. Projectile hoist operation is normally completely automatic. Loading the hoist automatically starts its hydraulic drive to raise the ammunition one flight (if the empty cradle is waiting at the upper end). The hoists are also capable of emergency manual control and can be used for lowering ammunition. |
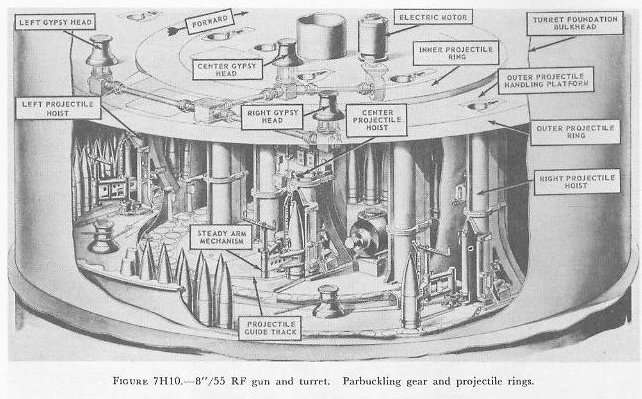 |
| Figure 7H10 illustrates the projectile ring and par-buckling gear layout in the Salem class turret. Much of the gear crowding the interior of this turret is not shown in the illustration. Inside the turret foundation bulkhead are: 1. The outer projectile ring (capable of independent rotation and powered by an electric-hydraulic drive). 2. The outer projectile-handling platform (part of the turret rotating structure) on which are mounted the right and left projectile hoists, and the 3 gypsy heads and 2 steady arm mechanisms (1 for each projectile hoist) used in parbuckling. 3. The inner projectile ring (independently driven by an electric-hydraulic power drive). 4. The central part of the turret rotating structure, with the center projectile hoist and its steady arm, the power hoists, the central column, and various other gear. Only the two projectile rings are used for projectile stowage. 7H9. Gun-loading equipment Most of the loading machinery that serves ammunition to the 8-inch RF gun is shown in figure 7H11. The projectile-hoist cradle, which receives the projectile from the projectile hoist, can swing up and down (arrow A) between its hoist or receiving position (aligned with the hoist), shown in the figure, and its discharge position, aligned with the tubular projectile transfer tray. The projectile-hoist cradle is rotated on a journal bearing surrounding the trunnion by a hydraulic cylinder (shown in fig. 7H9). The cradle locks in either position, regardless of gun elevation angle, and regardless of whether or not the gun is moving in elevation. There is a similar powder-hoist cradle (not shown in the figure) on the left trunnion, which has similar positions with respect to the powder hoist and the powder transfer tray. The powder transfer tray and projectile transfer tray, when swung outboard as in figure 7H11, are in firing position. These trays can swing (arrows B, C) inboard, under the thrust of hydraulic cylinders (the cylinder for the projectile tray is visible in figure 7H8) to ramming position, in which they are aligned with each other, with the gun breech, and with the rammer. When in firing position, the trays allow clearance for the gun to recoil and for the ejected cartridge case to move along the spanning tray into the empty powder-case tray. Note that the spanning tray, which is structurally a part of the housing, moves in recoil with the housing under the empty powder-case tray, which remains stationary. |
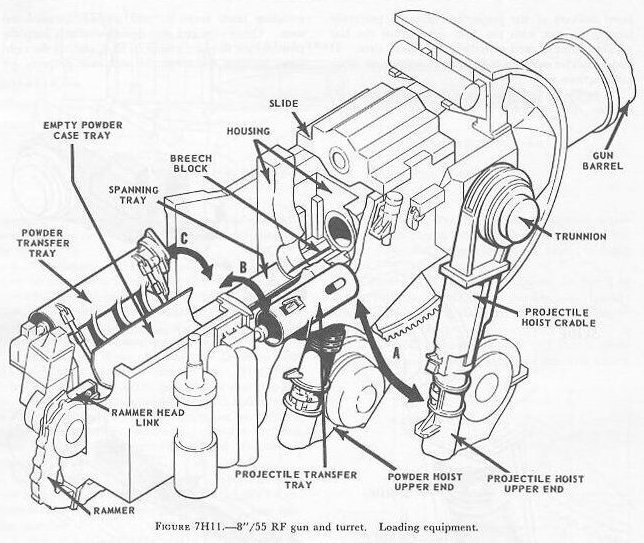 |
| When the powder transfer tray swings inward (arrow C), the empty powder-case tray, which is linked to the transfer tray and moves with it, goes downward to the case-ejection mechanism. This mechanism is a hydraulically driven chain-conveyor unit which thrusts the empty cases outside through a tube under the gun barrel to fall to the ship’s deck. 7H10. Operating cycle Following is the sequence of operations in normal automatic operation, beginning with the hoists full, and with gun-loading equipment in the positions shown in figure 7H11. |
 |
 |
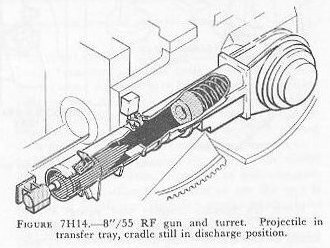 |
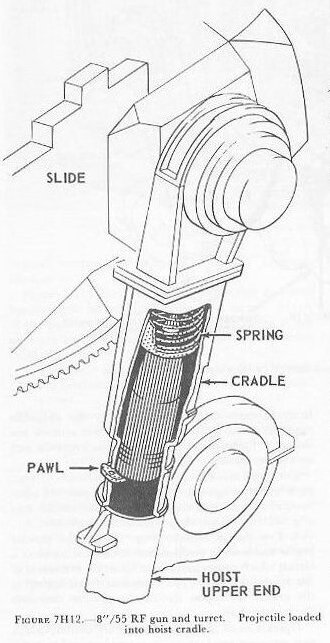
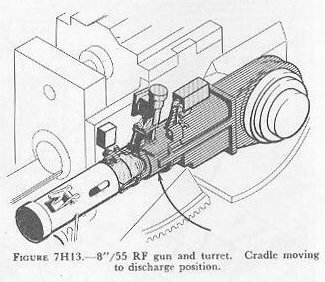
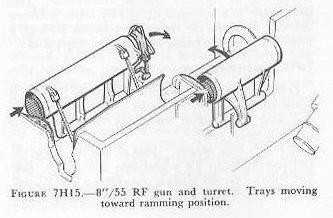
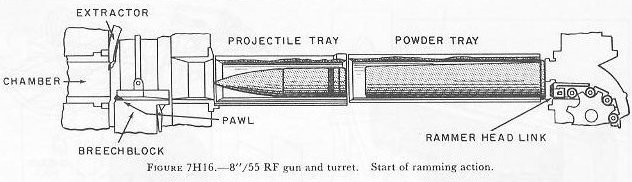
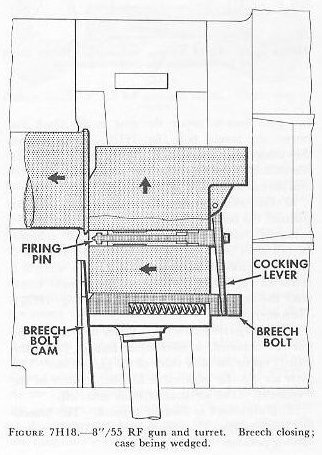
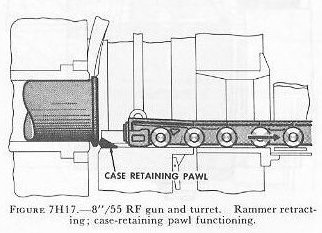
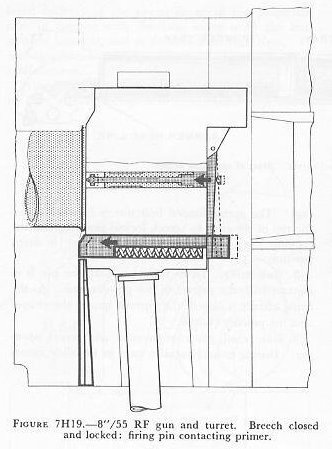
| 1. Hoists load cradles. First of all, the projectile and powder hoists lift a projectile and powder case into their respective cradles, compressing a heavy coil spring in each (fig. 7H12). (Since about the same thing happens in both cradles, only the projectile cradle is shown in the figure. The fuze setter is not shown.) Spring-loaded pawls hold the projectile and case in the cradles. 2. Cradle movement to discharge position. Next, each cradle swings upward to discharge position, automatically latching in alignment with the transfer tray (fig. 7H13). (Only the projectile side is shown.) 3. Transfer to transfer tray. When the powder cradle reaches this position, interlock switches close a circuit which causes immediate hydraulic retraction of the retaining pawl. The compressed coil spring in the cradle thereupon throws the powder case into the transfer tray. Operations on the projectile side are similar, except that retaining pawl retraction is synchronized to occur only when the breech is open (fig. 7H14). This delayed delivery of the projectile keeps the projectile fuze in contact with the fuze setter until the last possible moment, and so reduces fuze dead time. It also simplifies operations in case of misfire or other malfunctions. When the projectile has been thrown into its transfer tray, a buffer brings it to a controlled stop, and a retaining latch keeps it from slipping forward too soon. Other cam and stop devices similarly keep the powder case in place within its tray, and, at the right time, position the projectile and case properly for ramming. Meanwhile, the cradles automatically swing down to receiving position, ready to be reloaded by their hoists. 4. Transfer trays to ramming position. At the same time, or when other interlocking elements permit, the two trays are hydraulically swung into ramming position, and the powder case and projectile are properly positioned for ramming. Figure 7H15 shows how the trays move toward ramming position. 5. Ramming. When the trays are lined up with the open breech and the rammer (fig. 7H16), the rammer rams the projectile and powder case into the gun chamber, then automatically reverses and retracts. The spring-loaded pawl at the top of the breechblock engages the cartridge-case rim to prevent the case from sliding rearward into the path of breechblock closing movement (fig. 7H17). 6. Breech closing. (Fig. 7H18.) When the rammer chain has cleared the breechblock, the block rises. Breechblock movement wedges the powder case into the chamber. 7. Breech locking. (Fig. 7H19.) Positive stops limit breechblock closing movement at a position that synchronizes with the end of bolt travel on the bolt cam. The spring-loaded bolt moves forward across the top of the cam to breech-locked position, and the cocking lever and firing mechanism move to firing position. 8. Gun firing. In its firing position, the pin is in contact with the primer of the powder case. As the firing circuit is closed, the current ignites the primer and the powder charge. |
 |
 |
 |
 |
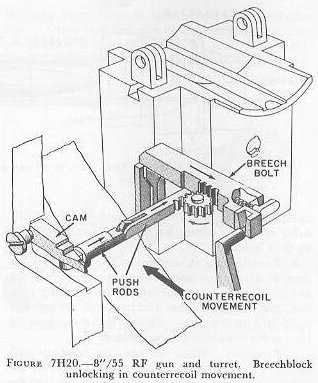
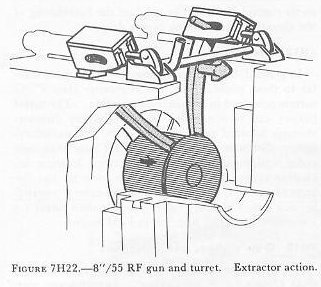
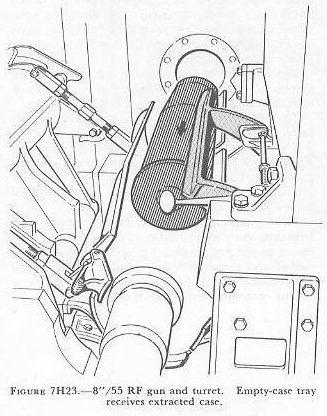
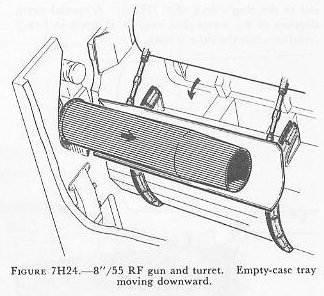
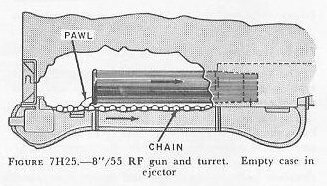
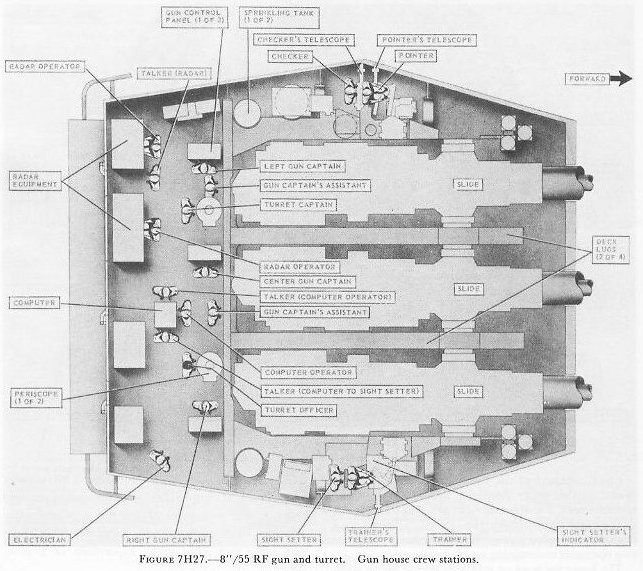
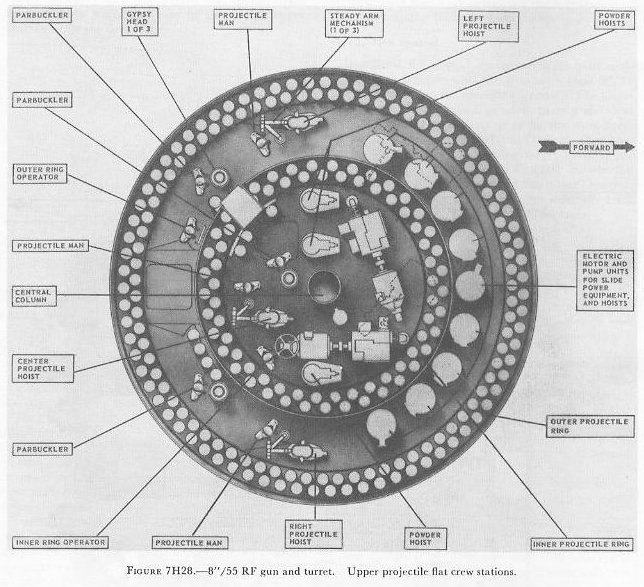
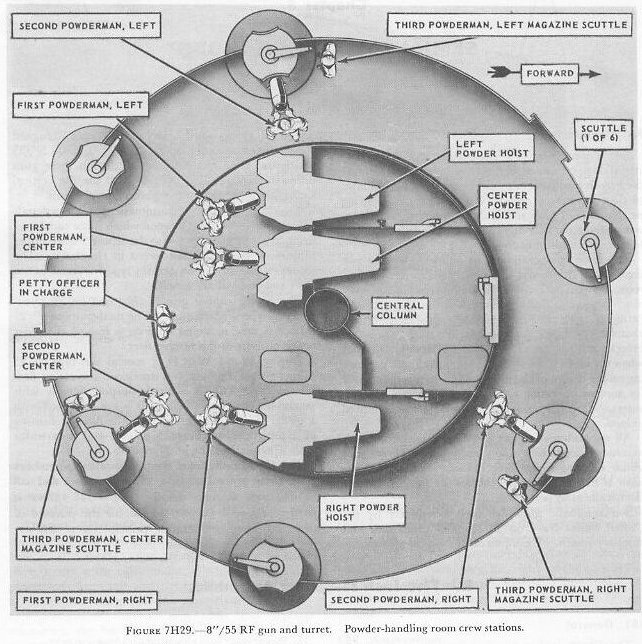
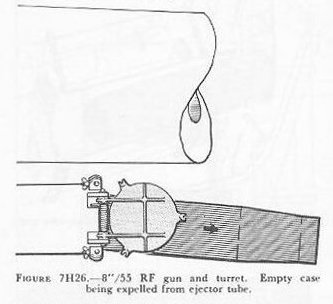
| 9. Gun recoil, gun counterrecoil, and breech opening. During counterrecoil a cam in the slide causes two push bars to rotate the gear in the block and retract the breech bolt (fig. 7H20). This retracts the firing pin, unlocks the block, and causes the breechblock cylinder valves to port hydraulic fluid into the cylinder to lower the block. 10. Case extractor operation. As it nears full open position, the breechblock actuates a valve that admits hydraulic fluid to the extractor hydraulic cylinder. In full open position, the top of the breechblock is below the path of the empty powder case when it is extracted (fig. 7H21). Both extractors move to extract the case and eject it to the rear (fig. 7H22). Then they retract. 11. Gas ejector operation. When the case extractors are actuated, a mechanical linkage (not illustrated) opens the blow valve of the gas ejector. This ports air via the pilot valve to three orifices in the breechway. The air automatically shuts off. 12. Breechblock to loading position. The breech-block moves upward approximately 0.75 inch to gun-loading position. 13. Empty-case tray operation. As the empty case comes out of the chamber (fig. 7H23), the guide keeps it from being thrown out of the slide. The hydraulic buffer takes the impact of the case, and the two retaining latches (one is shown in the figure) hold it in place in the empty-case tray. By now the powder and projectile trays have been reloaded. Arrival of the empty case in its tray actuates 1 of a series of interlocked electric switches, and the 2 reloaded trays move toward ramming position once more, ready for the next shot. As the powder-case tray swings downward, so does the empty-case tray (fig. 7H24). The case-retaining latches are cammed open, and the empty case is dumped into the case-ejection mechanism under the gun slide. 14. Case ejector action. The case ejector consists principally of a sprocket-driven endless chain with two equally spaced pawls, and a tube leading outside the turret under the gun, with a spring-loaded door at its end. When the empty case lands on the ejector, it depresses a pawl which closes a switch; this causes the case-ejector drive to move the chain forward one flight (one-half the length of the chain) (fig. 7H25). As the chain moves forward, 1 of its 2 pawls pushes the powder case into the tube. Since the capacity of the empty-case tube is only five cases, eventually the cases at the front end are ejected past the door out to the ship’s deck (fig. 7H26). A special drain disposes of sea water that may be shipped in heavy weather while the door is open. 7H11. Training and elevating gear The guns of this turret are laid by arc-and-pinion type elevating gear. The training gear is similar to that of other turret installations. The training units include the training gear electric-hydraulic drive equipment, a train receiver-regulator, and control station equipment for the turret training system. There are 3 elevating gear assemblies, 3 gun elevation indicator-regulators and power drives, and 1 pointer’s control station equipment for the gun elevating system. Turret training and gun laying are controlled much as in the 6”/47 dual-purpose turret described earlier in this chapter. The pointer’s and trainer’s control equipment provides for three methods of control- automatic, local, and hand. In automatic, the electric-hydraulic train and elevation power drives are under the immediate control of the fire control directors, or some other source of gun order signals. In local, the power drives are controlled through the receiver-regulator or indicator-regulators by the trainer’s and pointer’s handwheels. In hand control, the receiver-regulator and indicator-regulators are bypassed, and the trainer’s and pointer’s handwheels directly control A-end tilt to regulate the functioning of the elevating and training power drives. 7H12. Fire control In general, fire control arrangements are quite similar to those possible with the Worcester class 6”/47 turrets described in the preceding section. The turret battery can be controlled by main-battery directors through forward or after plot, or by the secondary-battery directors. Turrets II and III have their own radar equipment for determining target location, including range. Turret II can function to aim the guns of turret I. (This is called “hi-turret” control, because turret II is several feet higher than turret I.) Each turret can also function in local control. 7H13. Crew stations and operations Forty-four men are required to man the battle stations of this turret installation. Twenty-seven men of this complement, located in the levels below the gun house, operate the ammunition service to the guns; six others, stationed in the gun house, control and maintain gun operations; these 33 men are identically employed in all methods of turret control. The balance of the organization consists of 2 gun-laying operators and 10 turret controlmen, all stationed in the gun house. These 12 men have varying duties, depending on the method of control. In this installation, in fully automatic operation, the operations of the guns are controlled from the turret officer’s booth in the rear of the turret from control panels and switchboards. Eighteen members of the crew are located in the gun house. (fig. 7H27). There are 10 turret control-men, 2 gun-laying operators and 6 gun operators. The 10 turret controlmen are the turret officer, turret captain, computer operator, 2 radar operators, 3 talkers, sight setter, and checker. The checker is a member of the crew in training operations only; his station is not manned in battle action. The two gun-laying operators are the pointer and trainer. The 6 gun operators are the 3 gun captains, their assistants, and the electrician. This electrician is stationed in the gun house for general maintenance of control and communications circuits. His principal responsibility is trouble correction and aid in maintaining continuous operation of the guns. Eight members of the turret organization are stationed in the upper projectile flat-S in the inner compartment, 2 at the rear right and 3 at the rear left of the outer compartment (fig. 7H28). They are all engaged in supplying projectiles to the hoists, with the ring operators maintaining supply to all. The lower flat is set up similarly, except for an additional crewman-a roving electrician with maintenance duties. Figure 7H29 shows the station arrangements of the remainder of the turret organization. Ten men conduct the powder transfer service; three men serve each hoist under supervision of a petty officer. |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |