| GENE SLOVERS US NAVY PAGES PROJECTILE SEATING |
| 1310. The forward edge of the band is slightly conical and fits into a corresponding coned seat at the origin of rifling.
The central portion of the band is generally cylindrical and of a slightly greater diameter than the diameter of the bore including grooves. An expression often used to obtain the diameter is D = C+2p +.02 where C is the caliber of the gun, and p the depth of the grooves. It will be observed (Fig. 1305) that on the rear part of practically all bands is a raised lip. This lip serves the purpose of insuring a good gas seal and at the same time, because of its considerably greater diameter, preventing over-ramming in a worn or eroded gun. When the gun is fired and the pressure rises, the projectile is forced into the rifling which then engraves the band to fit the contour of the bore, and the revolution of the projectile ensues. It is easily seen that the driving face of the lands should be radial so that the rotative force will be applied normally. 1311. With uniform twist rifling the lands in the bore present a constant angle to the band. After the first engraving, therefore, there is no further flow of the metal in the bands other than the slight drag and wear due to friction. With parabolic or increasing twist rifling, however, the lands in the bore present a constantly increasing angle to the band. In this case, therefore, there is a continual flow of metal, due to the changing pitch of the thread. This condition is shown in Fig. 1306, which diagrammatically represents the parts of an engraved band covering three grooves in the rifling. The shaded portions represent the imprint of the land on the band when the projectile leaves the muzzle, AD being the initial driving edge with the smaller twist and AF being the final driving edge with the larger twist. During the travel of the projectile down the bore the imprint of the land has been shifted from ABCD to ABEF. It is evident, therefore, that the copper under A DF has been removed during the travel and that the projection on the band which remains in the groove of the gun is covered by BGHC. 1312. In order to insure a tight joint, especially in eroded guns, the diameter of the cylindrical portion of the band is generally a few thousandths of an inch greater than the diameter of the bore across the grooves. It is clearly evident, however, that any excess metal in the band will be pressed or wiped back toward the base of the projectile, this being more pronounced in wake of the lands. Should this excess metal be of sufficient quantity it will form a scalloped skirt extending abaft the band score. Now at the instant that this skirt clears the muzzle there. will be a rush of gas past it, which, aided possibly by centrifugal force, may turn this skirt out radially at a considerable angle. This is called fringing and a pronounced fringe can have a material effect on the range and dispersion, the effect being greatest on minor and medium caliber projectiles. The successful design must not oniy provide sufficient metal in the band to secure the desired performance, but must also insure against fringing. Grooves or “cannelures” are placed in the middle portion of large bands, for the purpose of allowing space for this excess copper and a large groove is also frequently provided abaft the lip to take this excess copper. 1313. It is important to locate correctly, on all projectiles, the fore-and-aft position of rotating bands relative to the base of the projectile. This is especially true in the case of projectiles not fitted with a front bourrelet. The resultant of initial pressure on the base of the projectile is seldom axial with the bore ; it is usually inclined to this axis, and does not pass through the center of the base. This eccentric and oblique action of the resultant gives rise to a couple, which tends to rotate the projectile about one of the diameters of the rotating band, and to produce jolting or beating along the walls of the gun (“balottement”) ; the projectile leaves the piece with perturbations, which do not allow an efficient overcoming of the air resistance, and which produce a sensible diminution of range and accuracy of fire. Experiments have shown that there is one particular position of the band in which this couple, to which the projectile owes its perturbations, is reduced to a minimum, and to which, as a part of other conditions, the maximum range and best stability of flight correspond. In this position the rear edge of the band is one inch from the base of the projectile. However, this advantageous positioning of the rotating band cannot always be attained. |
 |
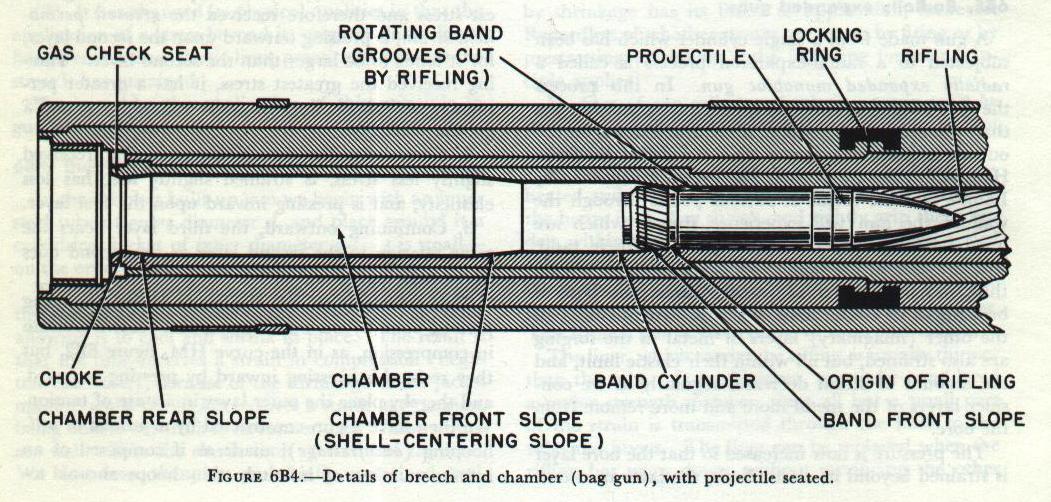 |
| The rear centering slope for the projectile just forward of the powder chamber is called the Chamber Front Slope or Shell-Centering Slope. In ramming the projectile this slope first begins to center the shell to the gun bore. The Band Front Slope is the forward centering slope and centers the projectile in the bore of the gun. The Band Front Slope is where the Rotating Band seats in the gun just aft of the rifling or origin of rifling. The projectile does not seat in the rifling. The design of the Rotating Band and the Band Front Slope is such that the projectile will seat in the same spot in a new gun as well as a worn gun. A 16" bore gun is still useable when the bore has eroded to 16 1/2" and the projectile will still seat in the same place as in a new gun. The Powder Chamber or Chamber as well as the 2 centering slopes are a part of the liner and so are replaced when the gun is relined. They are machined in the gun barrel after the liner is replaced. Ramming in the 16"/50 gun: The power drive includes an electric motor (60 hp with an overload rating of 108 hp) a conventional hydraulic speed gear whose B-end drives the sprocket wheel. The control arrangement provides full-power projectile ramming to a jammed stop. This is necessary, since the rotating band must be forced into the Band Front Slope so that the projectile will not move to the rear when the gun is elevated. The maximum velocity during the ramming cycle is slightly less than 14 feet a second, and the time required for ramming is 1 .7 seconds. The powder bags are rammed into the chamber at a slower speed. |